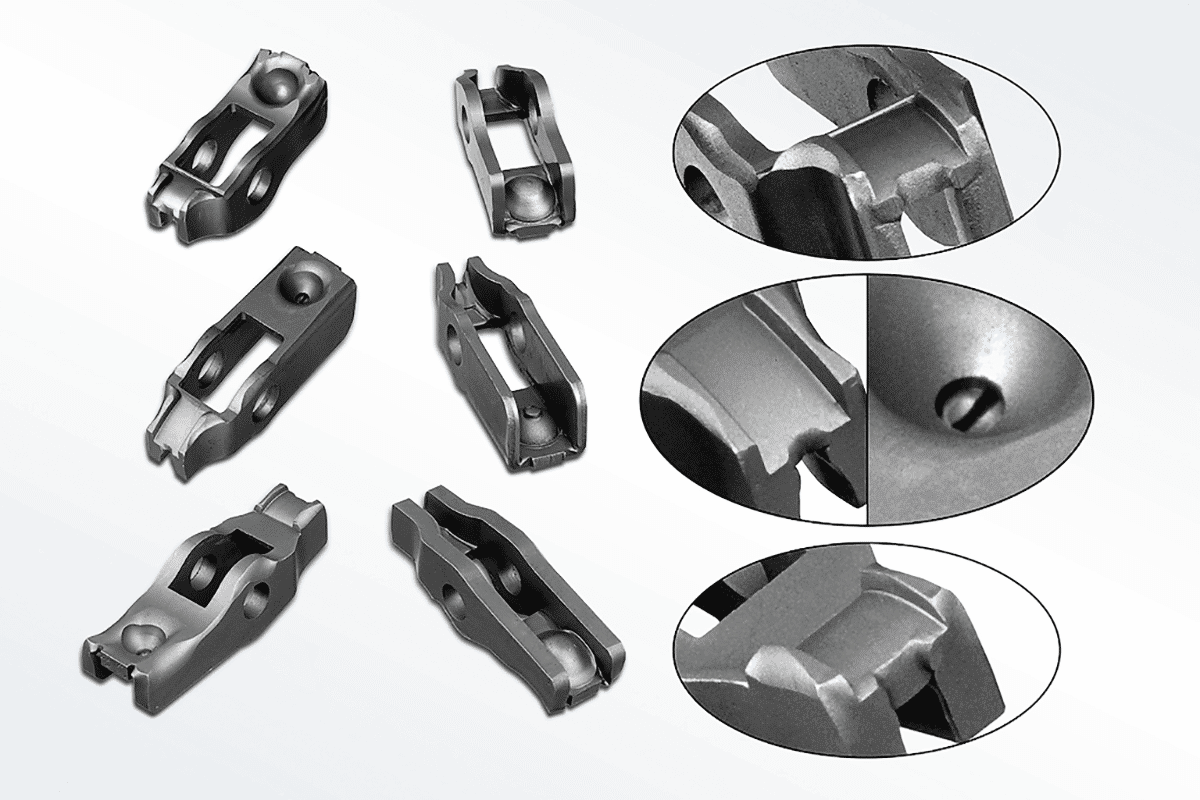
A roller finger follower (RFF) is a device that raises and lowers the intake and exhaust valves of an overhead cam engine. The traditional manufacturing method for RFFs was a multi-step operation that included casting and expensive secondary operations such as boring, grinding and lapping. It is very expensive.
To reduce cost, the automotive industry moved to a stamped and formed (folded-up sidewalls) RFF, but this design had several disadvantages. First, it was heavier and less stiff than the cast version, which had an adverse impact on fuel economy and emissions. In addition, because of the folded up sidewalls, the cross section was wider than the cast version. Finally, these stamped components also required a clip in the socket area for final assembly into the engine, further increasing costs.
There were many challenges to developing an RFF as a stamping. For example, to create valve stem guide sidewalls long enough so the parts would not tip over during assembly, AVNA forward extruded material into a die cavity. That produced net shaped valve guide sidewalls that keep the valve stem aligned during assembly.
AVNA partnered with its customer to understand the critical requirements of the application and developed (and joint-patented) methods for manufacturing a lower-cost stamped RFF that was lighter, narrower and stronger.AVNA ‘s method stamps and forward extrudes an RFF with the same configuration as a cast part. The parts are net shape stamped, heat treated and shipped to the customer without adding any additional components or secondary operations.
Another challenge was maintaining the positional tolerances between closely related features such as, cross-holes, pallet, and socket areas for the Hydraulic Lash Adjuster (HLA). By first qualifying the pallet and socket locations at the same time, and then using these features at every feed pitch of the progressive die, the cross holes are pierced in line relative to these features holding a total positional tolerance of .002″.
There is also a requirement for a .010″ diameter hole in the socket feature of the RFF to spray oil on the roller bearing assembly to reduce friction. Under conventional stamping processes, a hole this small through .098″ thick material is not feasible. The customer proposed utilizing laser equipment to produce the holes in a secondary operation that would have added time and cost. Instead, AVNA developed and patented a process to produce the oil hole in the progressive die at minimal cost.
An added requirement for the RFF socket and pallet areas was to be free of remnant material chips and surface marks or imperfections caused by the chips. AVNA developed an in-die flushing system to minimize the problem. An online vision system installed at the press also inspects the quality of the surface of both the pallet and socket areas. There are 18 sensors in the die that monitor both part and slug ejection and the dimensional features within the part to ensure achieving PPM commitments.